Talk about a curb alert.
A friend of a friend had a 3D printer which needed some repairs, so he was planning to put it out on the curb. He contacted me at my friend’s suggestion and gave it to me to fix up. (Thanks, Dan and Grandin!)
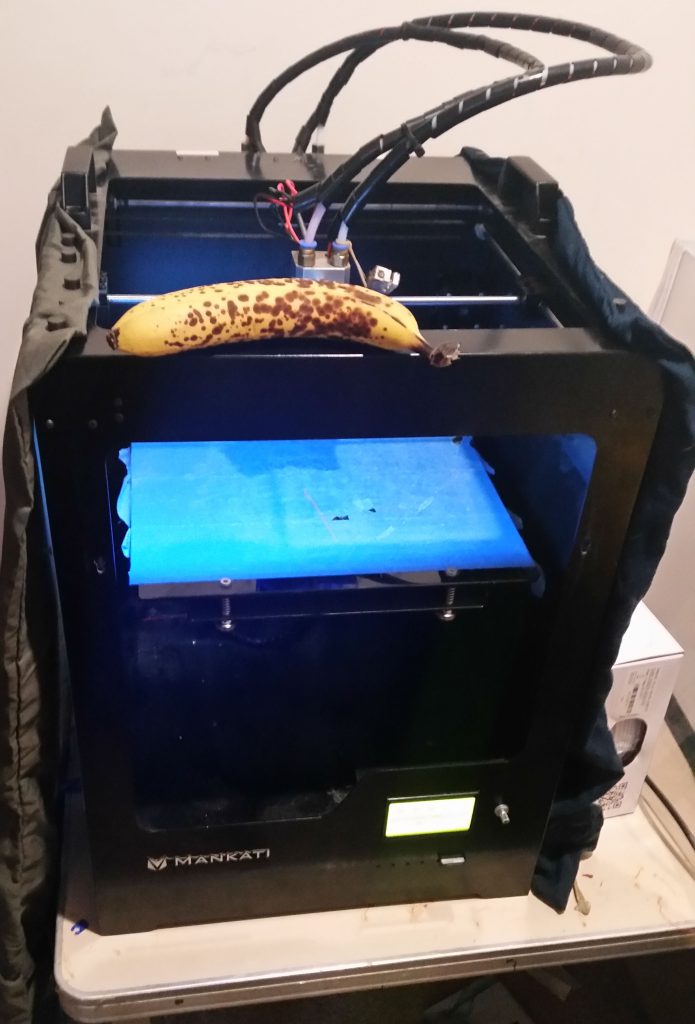
The printer turned out to be a “Mankati Fullscale XT Plus” printer. (Yeah, I hadn’t heard of Mankati, either.) They may not have great name recognition (and it appears they may be out of business at this point), but they built a very solid printer. Not to mention a rather large one. 36kg doesn’t sound like much, but this thing is a beast. The build volume is insane for a hobbyist / consumer 3D printer — 260x260x300mm. (Yes, the Z axis is the largest.) This is over 20 liters — something like 2.3 times the size of my next-largest printer. It’s insane — and it can get away with it because it’s mostly enclosed, and …
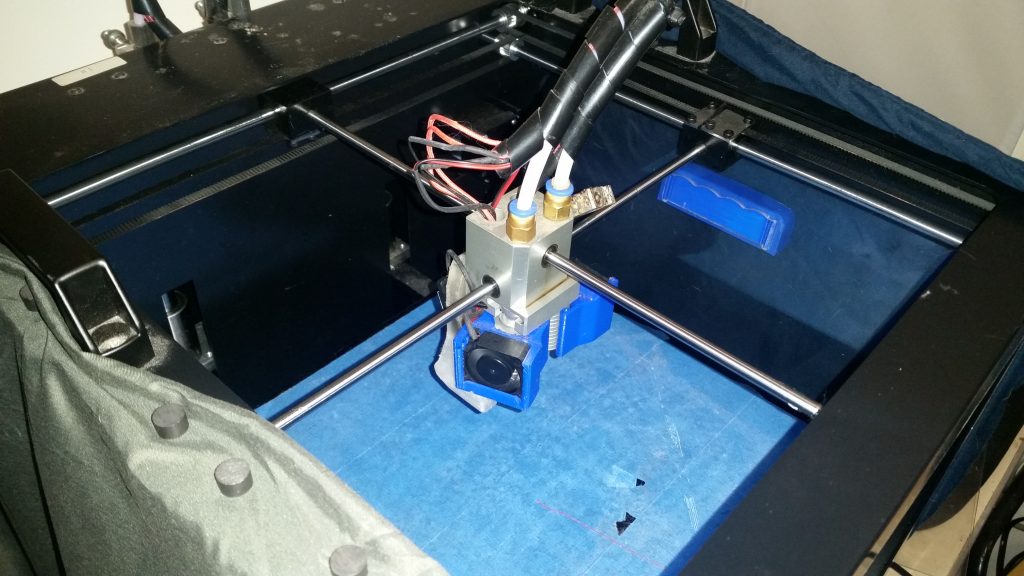
Similar to Ultimaker-style machines, the XT Plus uses a CoreXY scheme, where the print head moves in X and Y, and the bed moves in Z. This has the advantage of moving the actual part hardly at all, while the (more secure) print head moves around rapidly. I’ve wanted to play with one for a while. It should certainly cut down on bed adhesion problems.
This greatly reduces stresses on the part base due to shaking in Y.
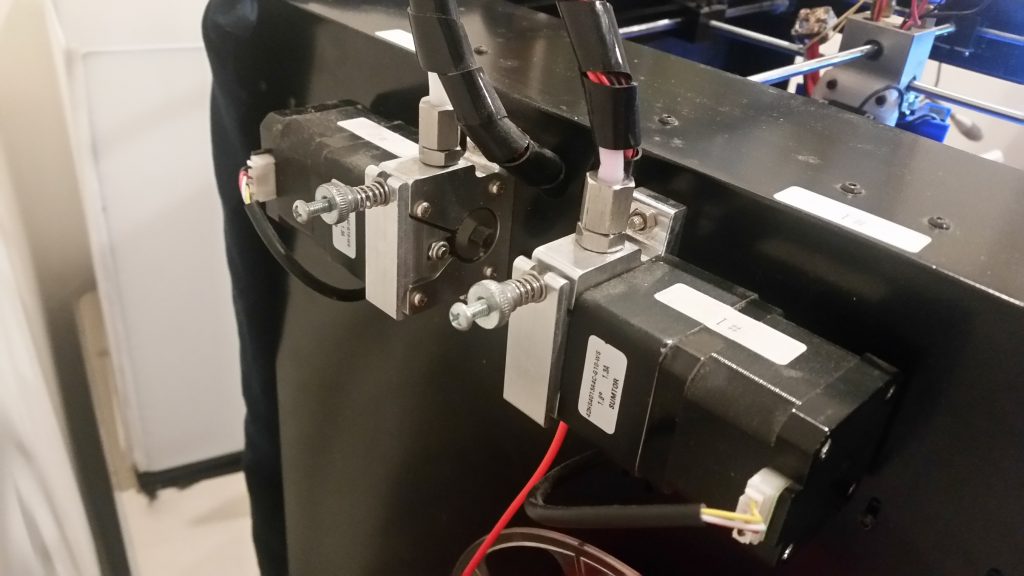
Like pretty much all CoreXY machines, the XT Plus uses a Bowden extruder setup, with two NEMA-17 extruder steppers mounted neatly on the back case. These drive all-metal geared extruders which look as professional as anything I’ve seen on a 3D printer. From the extruders, the filament follows a Bowden tube to the print head, which rides on a set of Cartesian rails at the top of the printer.
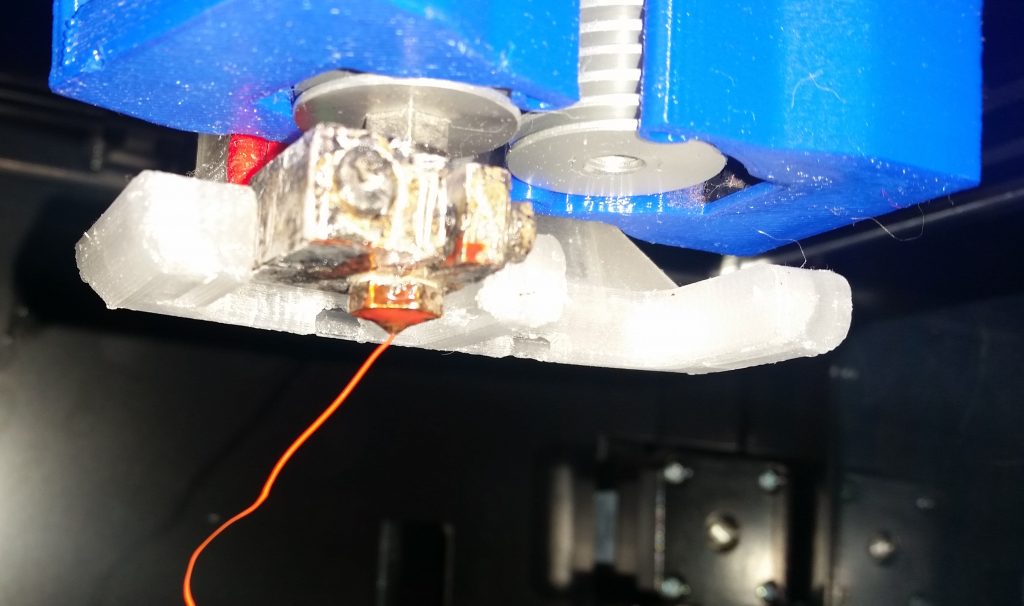
The gantry appears to be a machined block of aluminum, with feedthrough holes for the filament and mounting holes for the hot ends and fan shroud. Like the rest of the mechanics, it looks and feels very solid.
When I got the printer, the left hot end had been disassembled, possibly because one of the wires to its thermistor had broken, causing the printer to throw an error. A quick solder job and some shrink tubing solved that.
It was at about this point that I noticed that this was a 3mm filament machine. I’m a 1.75mm shop — 1.75mm extruders, 1.75mm throats, 1.75mm nozzles … so 3mm hardware might as well have been built by aliens. At least it came with two reels of filament. I just had to hope I wouldn’t find any serious problems with the hot end, or I’d be ordering hardware before printing anything (hey, still an awesome deal.)
There’s nothing wrong with 3mm filament — and several reasons to prefer it. The vast majority of hobbyist 3D printers use 1.75mm, however, so it’s much easier to find parts for that format. It’s kind of like shopping for Beta videotapes, after VHS won the format war. They may be better quality, but your selection is lacking.
Fortunately, the hardware was all in good shape. After reassembly, the hot end was back up and extruding.
I initially tried printing one of the test pieces on the included SD card — a model couch sized as if for a dollhouse. I selected the 250u resolution one, and the printer started to do its thing. Everything looked OK except the #2 nozzle was dragging across the print, tearing up whatever had just been laid down.
Walk before you run, I figured, and once the hot end had cooled down, I removed the second hot end. A second try at the built-in couch model produced a good print at a surprisingly high speed.

The next thing I wanted to try was to get Simplify3D to talk to it. I had read that USB communication wasn’t possible (even though the printer has a visible USB port), and that prints had to be copied via SD card.
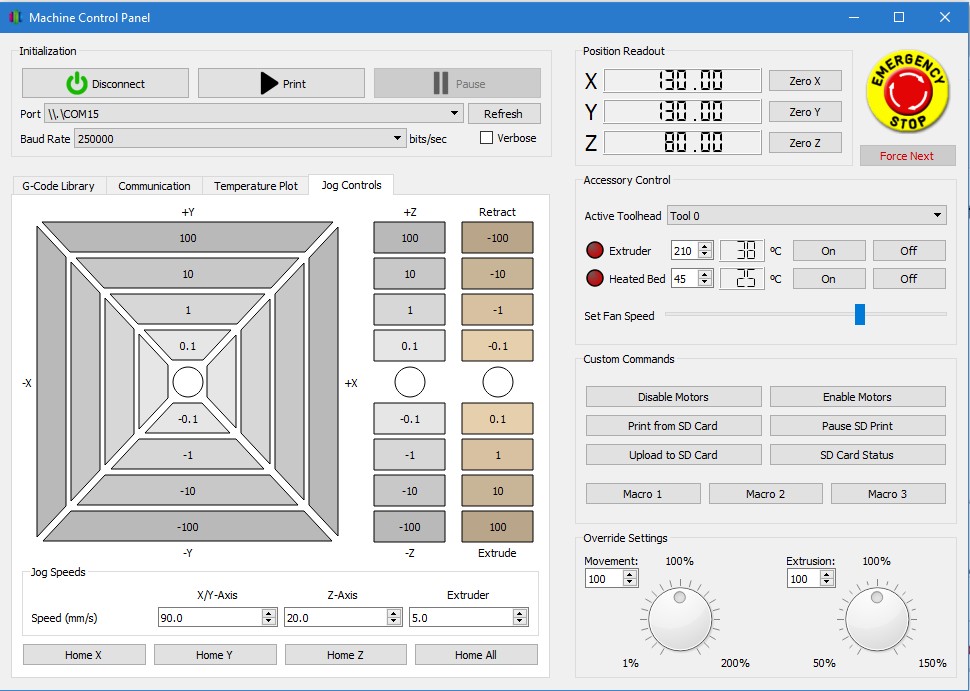
Apparently you can’t believe everything you read on the Internet, because S3D had no problems at all recognizing the printer and sending it commands. I was initially concerned about managing profiles and printer settings, since the Mankati is so different from either of my other printers, but creating a new S3D process solved that nicely. I wasn’t initially sold on the whole idea of processes — but I’m convinced.
Now that I had S3D set up to talk to the printer, the next obvious step was to print a 3DBenchy. Other than some horrendous stringing (to be expected on a Bowden running non-Bowden slicer settings), it turned out pretty well.

Next, I tried a high-resolution test: Wild Rose Builds’ interlocking cube puzzle, at 100u resolution. This took several hours even at 70mm/sec and high acceleration, but turned out nicely, with very smooth, even walls.
So, the verdict: It’s big, it’s heavy, it’s loud, and it’s certainly weird, but it’s mechanically a very big, solid, fast, capable machine — and those are some of the hardest (most expensive) things to get right in 3D printers. It’s too bad Mankati is out of business — but as modular as 3D printers are and as solidly built as this one is, at least this particular printer should be around for a while.
